欢迎进入北京鑫视科科技有限公司网站!
 24小时热线电话:4008058599
24小时热线电话:4008058599
欢迎进入北京鑫视科科技有限公司网站!
24小时热线电话:4008058599
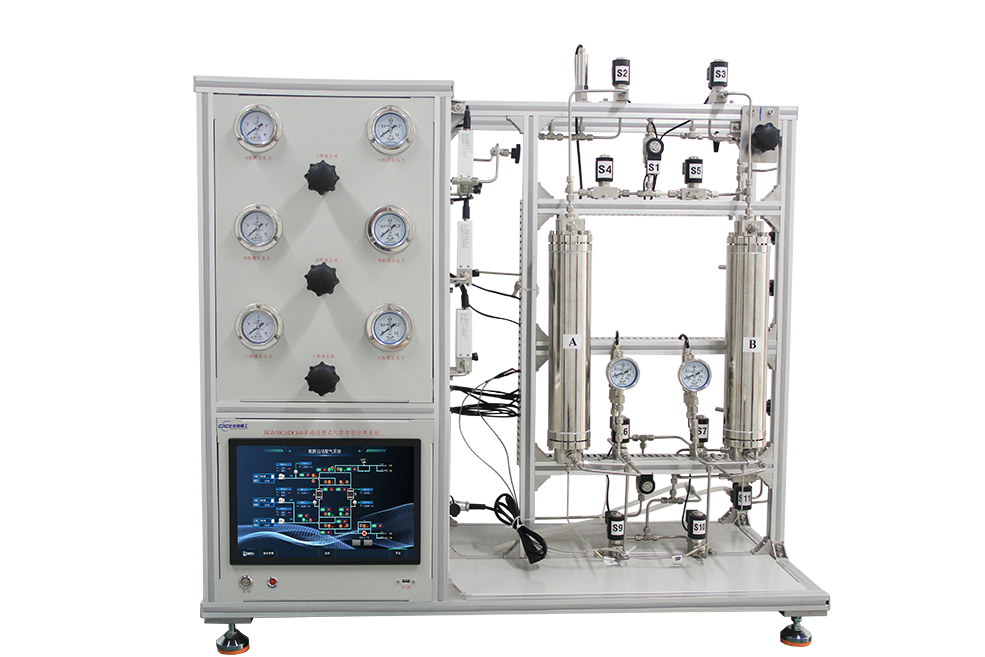
 高效低耗多通道管式气体智能分离系统的技术创新
高效低耗多通道管式气体智能分离系统的技术创新 更新时间:2025-09-08
更新时间:2025-09-08 点击次数:574
点击次数:574
一、引言
在全球倡导绿色发展与节能减排的大背景下,高效、低耗的气体分离技术成为众多工业领域实现可持续发展的关键支撑。传统气体分离方法,如低温精馏、变压吸附等,虽在一定程度上满足了工业需求,但存在能耗高、设备庞大、分离效率受限等问题。多通道管式气体智能分离系统作为一种新兴技术,凭借其的结构设计与创新的分离机制,为气体分离领域带来了新的突破,有望在能源、化工、环保等多个行业发挥重要作用,推动相关产业向高效、绿色、智能化方向转型升级。
二、技术原理与创新架构
(1)多通道管式结构设计
多通道管式气体智能分离系统核心在于其精妙的多通道管式结构。系统内并行布置大量微小管径的分离管,这些分离管通常由特殊材料制成,具备良好的物理化学稳定性与特定的微观孔隙结构。以膜分离型多通道管式系统为例,管膜材料如高分子聚合物、陶瓷、金属有机框架(MOF)复合材料等,其孔径被精准调控至气体分子尺寸级别。当混合气体进入分离管,不同气体分子因动力学直径差异,在管内传输过程中产生选择性渗透或扩散现象。例如,在氢气与二氧化碳混合气体分离场景中,氢气分子动力学直径约 0.28 纳米,二氧化碳分子约 0.33 纳米,选用孔径介于两者之间的膜材料,氢气可优先透过膜进入渗透侧,实现高效分离,极大提升了单位设备体积的分离面积与处理能力。
(2)智能控制与协同机制
该系统搭载优良的智能控制系统,通过传感器实时监测混合气体的流量、压力、组成成分以及温度等参数。基于大数据分析与智能算法,系统能够动态调整操作条件,如气体流速、管内压力、温度分布等,以适应不同工况下的分离需求,实现分离过程的优化控制。不同通道间并非独立运作,而是存在协同作用机制。当某一通道出现分离效率波动或堵塞等异常情况时,智能系统可自动调节其他通道的运行参数,保障整体系统稳定运行,维持高效的气体分离性能,这种智能协同有效提升了系统的可靠性与容错能力。
三、关键技术创新点
(1)新型分离材料的应用
研发适配多通道管式结构的高性能分离材料是技术创新关键。近年来,二维材料如石墨烯、MXene 及其复合材料崭露头角。二维材料具有原子级厚度与层状结构,层间可形成精准可控的纳米级通道,对特定气体展现出筛分性能。例如,MXene 材料表面丰富的官能团可与某些气体分子发生特异性相互作用,增强气体吸附与分离选择性。通过在多通道管壁上负载二维材料涂层或制备二维材料复合膜,大幅提升了系统对复杂混合气体的分离精度与通量,突破传统分离材料性能瓶颈。
(2)强化传质与节能技术
为降低能耗并强化气体在管内的传质过程,系统集成多种创新技术。在管内流场设计方面,采用特殊的内构件或表面纹理,促进气体形成湍流状态,增加气体分子与管壁的接触频率与传质面积,提高分离效率。引入热耦合、热泵等节能技术,实现分离过程中热量的有效回收与再利用。在一些需要温度梯度驱动的气体分离过程中,通过优化热交换网络,精准控制各通道温度,减少外部能源输入,使系统在高效分离的同时,显著降低能耗,契合绿色发展理念。
四、应用领域广泛拓展
(1)能源领域的深度应用
在氢能产业,多通道管式气体智能分离系统可用于氢气的提纯与净化。从化石燃料重整气、水电解制氢尾气等复杂气源中高效分离氢气,为燃料电池汽车、分布式发电等提供高纯度氢气原料,助力氢能产业规模化发展。在天然气净化领域,能有效脱除天然气中的酸性气体(如硫化氢、二氧化碳)、水蒸汽以及重烃等杂质,提高天然气热值,减少输送过程中的腐蚀与安全隐患,提升天然气的品质与利用效率。
(2)化工生产过程优化
化工合成过程常产生多种混合气体,系统可用于产品气体的分离与回收,提高原料利用率,降低生产成本。在乙烯、丙烯等烯烃生产中,从裂解气中精准分离目标烯烃,减少产品损失,提升生产效益。在精细化工领域,对反应尾气中高附加值的有机气体进行回收,实现资源循环利用,同时降低废气排放对环境的影响,促进化工产业绿色升级。
(3)环保领域的重要支撑
在碳捕集与封存(CCS)技术中,该系统可从工业废气(如燃煤电厂烟道气)中高效分离二氧化碳,为后续的封存或资源化利用奠定基础,助力实现碳减排目标。对于挥发性有机化合物(VOCs)废气治理,能将废气中的不同有机组分分离回收,既减少大气污染,又创造经济价值,在环保领域发挥关键作用,推动环境可持续发展。
五、面临挑战与未来展望
(1)技术挑战与应对策略
尽管多通道管式气体智能分离系统展现出巨大潜力,但仍面临一些技术挑战。例如,长期运行过程中,分离材料易受杂质污染、中毒,导致性能下降,需要研发更具抗污染能力的材料及有效的在线再生技术。复杂工况下,智能控制系统对海量数据的实时处理与精准决策能力有待进一步提升,以确保系统长期稳定运行。针对这些问题,科研人员正通过材料改性、开发新型抗污染涂层以及优化智能算法等手段加以解决,不断*系统性能。
(2)未来发展趋势与前景
展望未来,多通道管式气体智能分离系统将朝着更高效率、更低能耗、智能化集成方向持续发展。随着材料科学、人工智能、微纳制造等前沿技术的不断进步,新型高性能分离材料将不断涌现,进一步提升系统的分离性能。智能控制系统将与物联网、大数据深度融合,实现远程监控、故障诊断与预测性维护,提高系统运行的可靠性与管理效率。该技术有望在更多新兴领域,如生物气体分离、量子气体提纯等发挥重要作用,为全球能源转型、环境保护与工业升级注入*动力,具有广阔的市场前景与深远的社会经济效益。
产品展示